МОНТАЖ ПЕЧАТНЫХ ПЛАТ
- Современный парк оборудования
- Монтаж крупных, средних и мелких серий плат
- Многоуровневая проверка качества
- Давальческая либо наша комплектация
- Выгодные цены. Система лояльности
- Экспресс – доставка до Вашего адреса

НПП «Кианит» — стабильная, постоянно развивающаяся компания, специализирующаяся на выполнении работ по монтажу печатных плат.
Стратегия деятельности НПП «Кианит» принята на 10 лет и связана с постоянным обновлением производственной базы, внедрением новейших технологий,
В нашей компании работают специалисты с 20-ти летним опытом, обладающие достаточной компетенцией и отличным профильным образованием.
Мы уделяем максимальное внимание вопросам повышения квалификации сотрудников, которые проходят постоянное обучение и совершенствуют свой уровень знаний.
Наша задача – идти в ногу со временем, повышать эффективность производственных процессов и улучшать качество выпускаемой продукции. Мы учитываем многолетний опыт, накопленный в отрасли с целью применения всего лучшего в своей работе.
Все процессы производства в НПП Кианит сертифицированы согласно международному стандарту качества ISO 9001:2015, который подтверждает компетентность на всех этапах работы; нами внедрена система организации и рационализации рабочего места 5 S.
Наши главные принципы
Клиентоцентрированность
Мы ориентированы на заказчиков. Наша цель дать заказчику продукцию, которая будет полностью соответствовать его потребностям.
Оперативность
Скорость работы в нашей компании решается путем организации конвейерного производства. Процесс монтажа слажен, продуман и четко выверен, что позволяет сократить время производства.
Ответственность.
Мы несем ответственность за результат своей работы. Наша главная задача – качество нашей работы, которым можно гордится.
Конфиденциальность
Безопасность в работе с информацией имеет для нас важное значение. Конфиденциальность сведений заказчика — важнейший приоритет.

НПП Кианит осуществляет поверхностный и выводной монтаж мелких, средних и крупных серий печатных плат, применяет традиционную (свинцовую), бессвинцовую и смешанную технологии пайки.
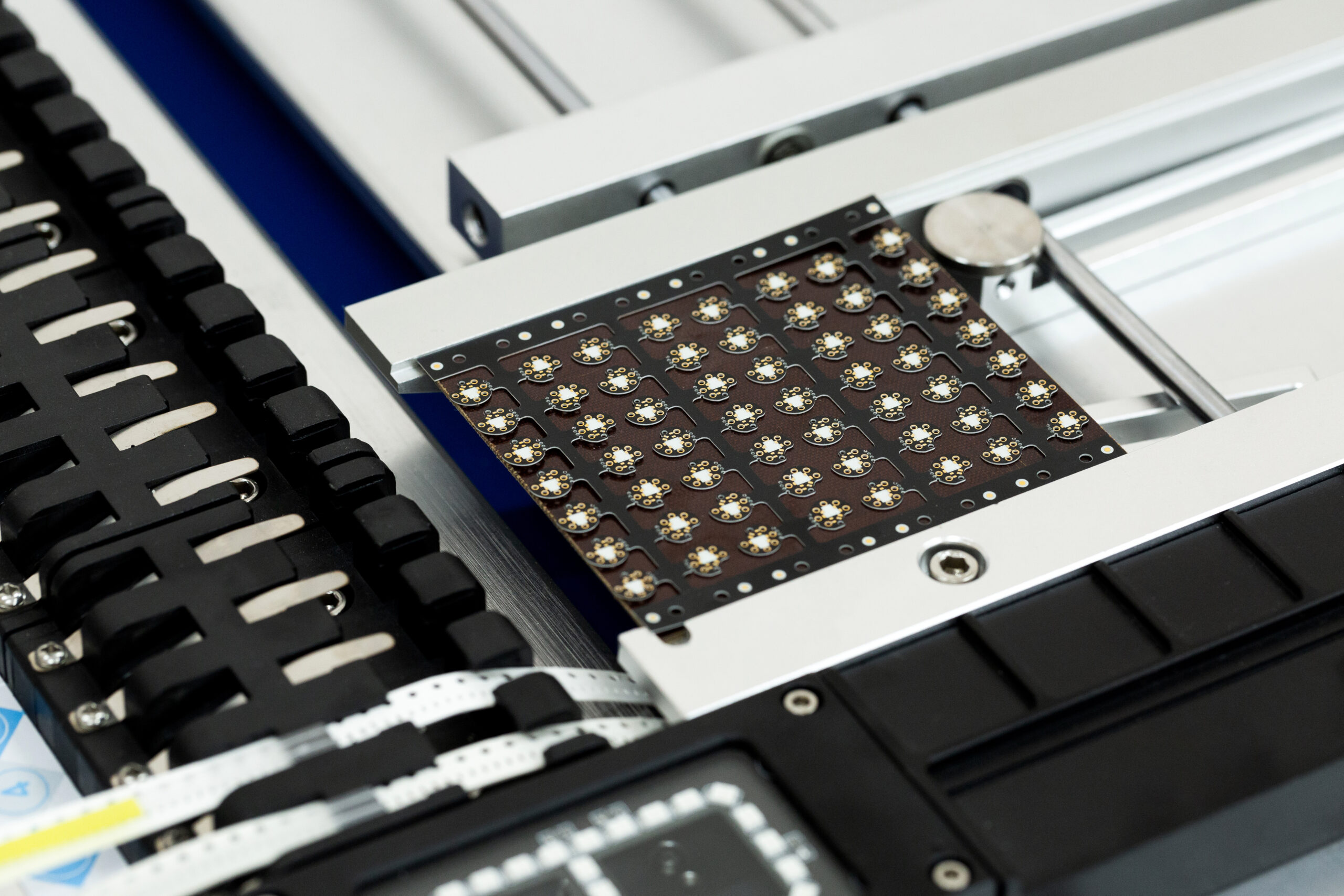
Поверхностный монтаж.
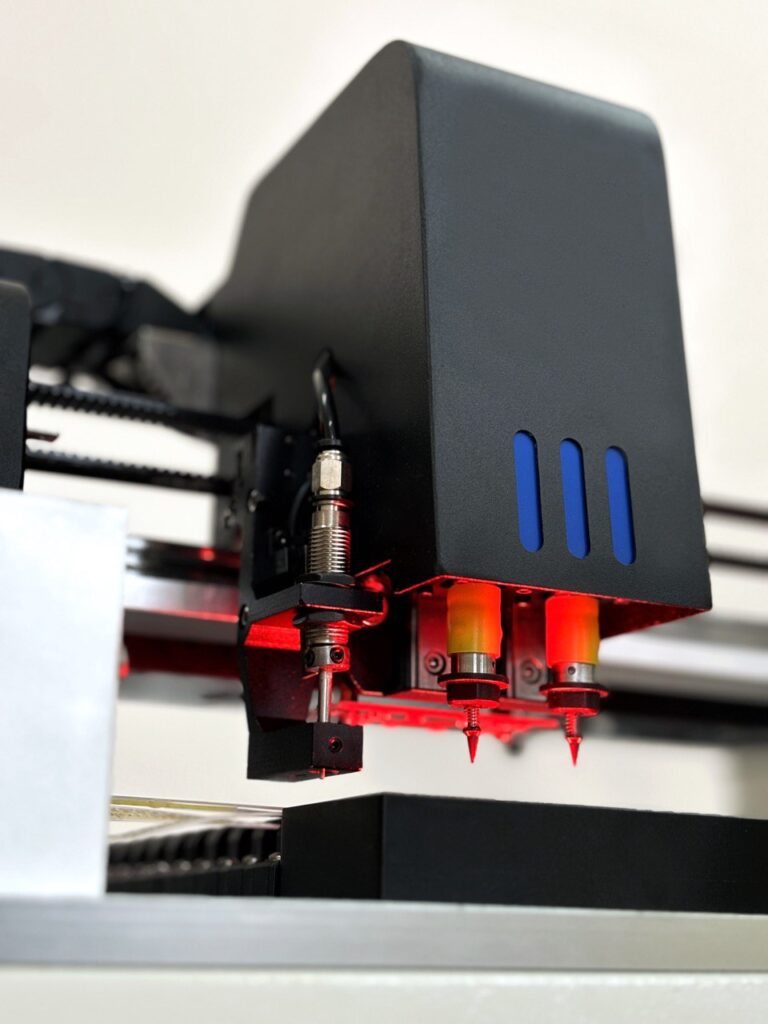
Мы располагаем современными линиями автоматизированного поверхностного монтажа (SMD-монтаж), которые обеспечивают высокую производительность и качество, позволяют эффективно монтировать электронные компоненты на печатных платах, размещать компоненты не только с одной стороны печатной платы (односторонние платы), но и с обеих сторон (двусторонние платы).
Выводной монтаж.
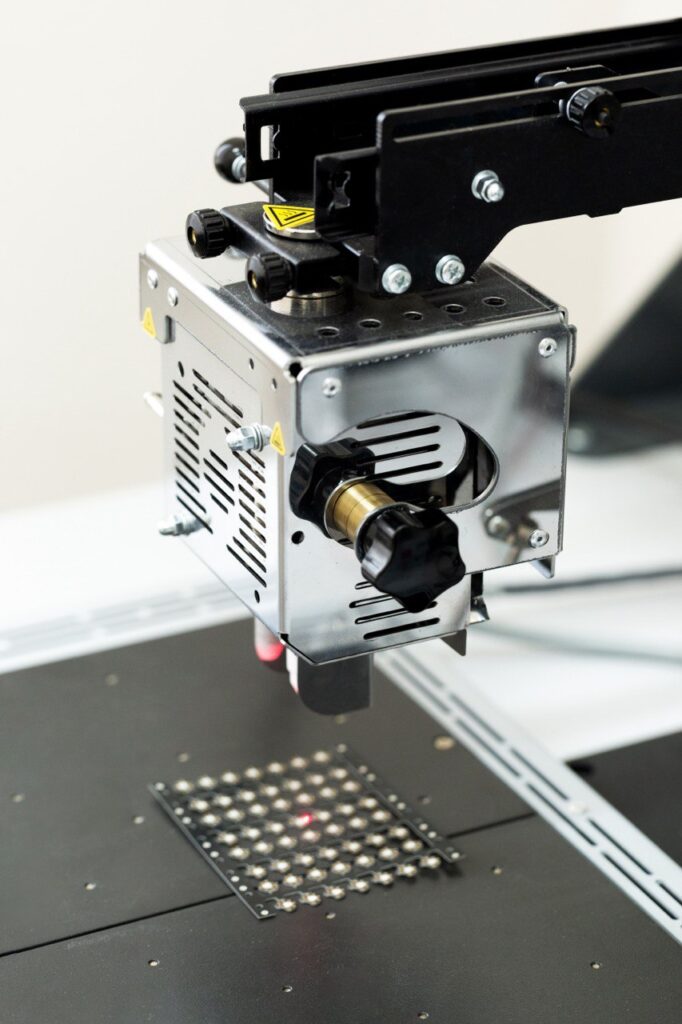
Выводной монтаж также называют монтаж в отверстия, сквозной монтаж, DIP монтаж или монтаж THT — компонентов. Все эти сочетания отражают суть технологии — выводы компонентов устанавливаются в сквозные отверстия печатной платы и монтируются к контактным площадкам. Наша компания располагает современным оборудованием и квалифицированными специалистами, что позволяет обеспечить качественный выводной монтаж печатных плат в установленные сроки.
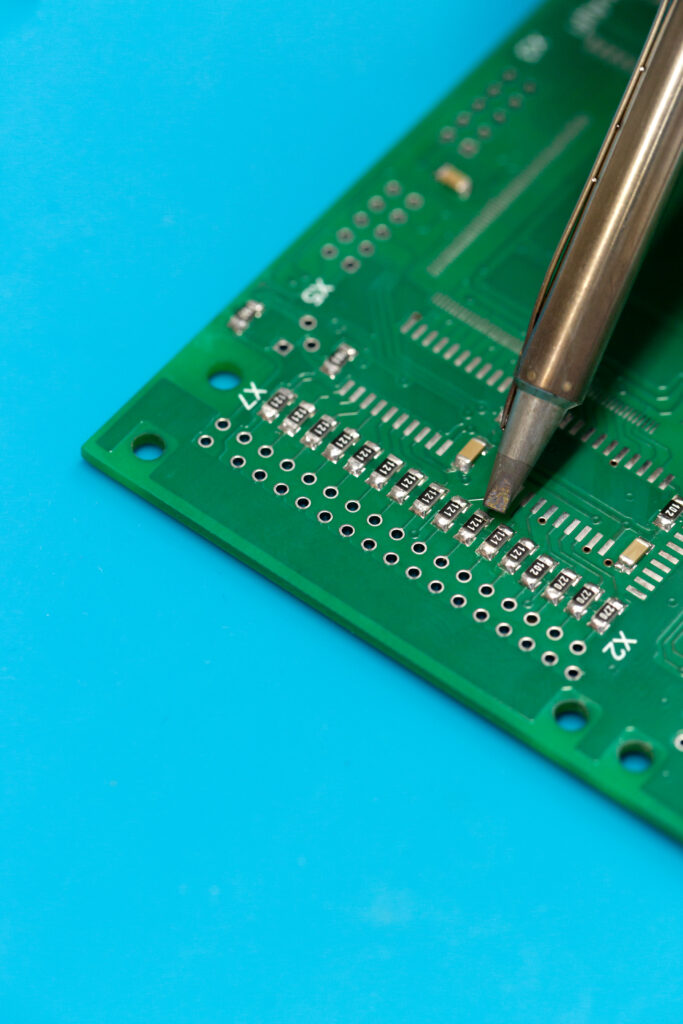
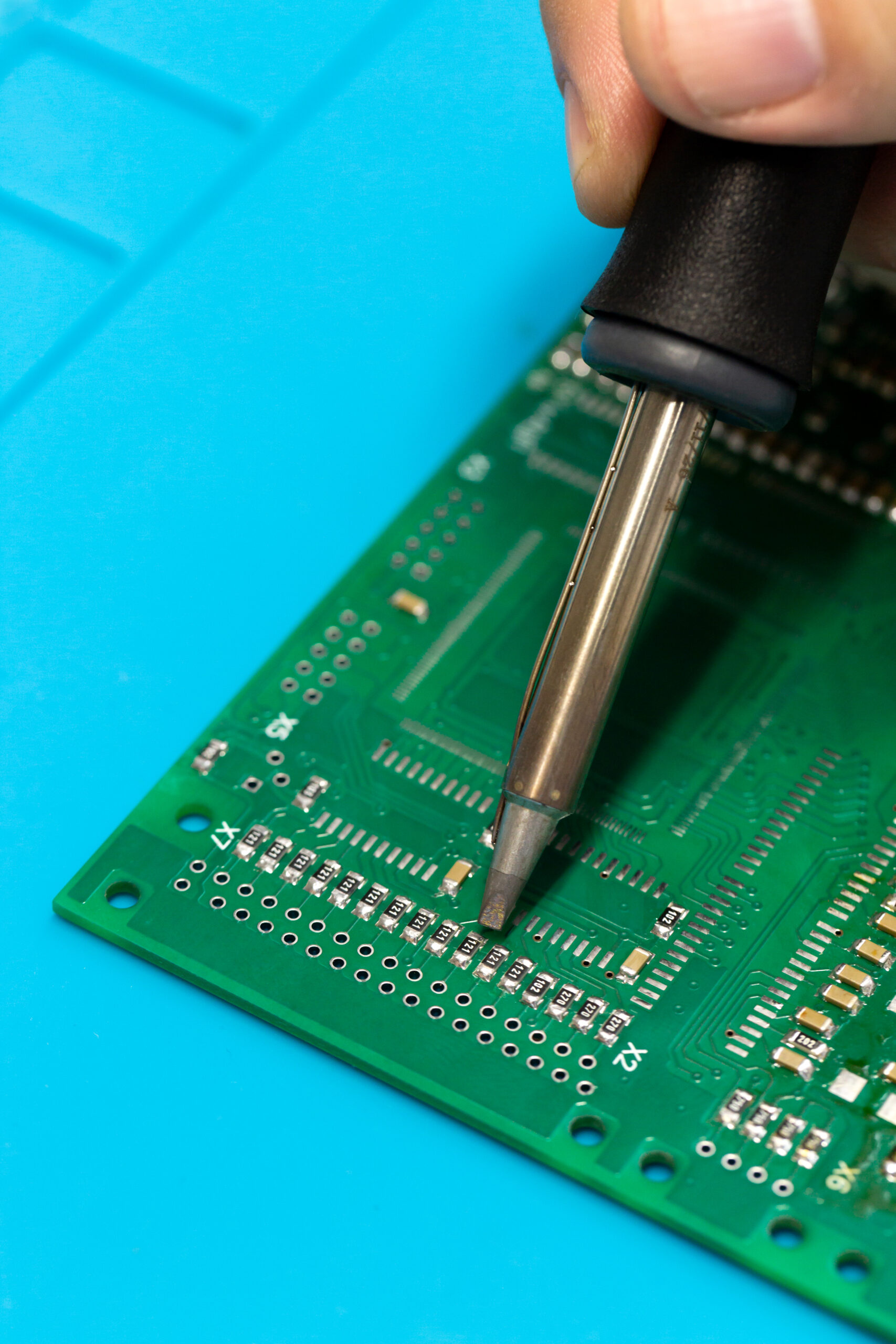
При изготовлении прототипов, малых партий, выполнении штучных заказов, а также в случае технической невозможности применения автоматического оборудования либо в случаях, когда автоматизация непрактична из-за сложности или уникальности проекта, незаменимым остается ручной монтаж печатных плат. Опыт и квалификация наших сотрудников позволяют осуществлять монтаж любой сложности.
Мы осуществляем монтаж микроконтроллеров, резисторов, конденсаторов, диодов, транзисторов, интегральных схем, разъемов, компонентов индуктивности, кварцевых резонаторов, светодиодов и прочих компонентов:
RC (0402, 0603, 0805, 1206 и более),
LED светодиоды (0603, 0805, 3014, 5050 и более),
чипов (SOT (SOT23, SOT223, SOT89), SC70, SOP, SOD80, SOD123-923, QFN, BGA, SMA, SMB, MELF и других).
Автоматизированный поверхностный монтаж | Ручной поверхностный и выводной монтаж |
|---|---|
Применяемые элементы: RC (0402, 0603, 0805, 1206 и другие)
LED светодиоды (0603, 0805, 3014, 5050 и другие)
Чип (SOT, SOP, QFN, BGA и другие)
| Высококвалифицированные специалисты, обладающие достаточной компетенцией и отличным профильным образованием |
Производительность 1 линии 36 000 компонентов | Монтаж микроконтроллеров, резисторов, конденсаторов, диодов, транзисторов, интегральных схем, разъемов, компонентов индуктивности, светодиодов и прочих компонентов |
Оперативная подготовка производства | Паяльные материалы и комплектующие ведущих производителей |
Габариты печатной платы: от 10 х10 мм до 320 х450 мм, без лотка, 320 х 220 мм, с лотком, толщина печатной платы от 0,40 мм до 2 мм | Монтаж повышенной сложности |
Типы питателей: лента | Пайка по свинцовой, бессвинцовой и смешанной технологиям |
Минимальное расстояние компонентов друг от друга: 0,25 мм | Селективная пайка выводных компонентов |
100 % автоматизированный контроль нанесение паяльной пасты и качества монтажа | Ограничения по толщине и габаритам печатной платы отсутствуют |
Отмывка печатных плат, ультразвук | Система Traceability, позволяющая обеспечить сквозной контроль процесса производства |
Паяльные материалы и комплектующие ведущих производителей | Отмывка печатных плат, ультразвук |
Надежная упаковка готовых изделий и электронных модулей | Надежная упаковка готовых изделий и электронных модулей |
монтаж гибких, гибко-жестких печатных плат | монтаж гибких, гибко-жестких печатных плат |
Дополнительные услуги:
- Комплексное обеспечение электронными компонентами, монтаж печатных плат под ключ
- Корпусирование
- Нанесение влагозащитных покрытий, селективная защита, заливка компаундом
- Доставка готовых изделий до Вашего адреса
- Файл проекта печатной платы в формате PCB, PCAD (версия не ниже 2000), ALTIUM или GERBER (обязательны все слои, необходимые для производства печатных плат, для изготовления трафарета).
- Полную спецификацию к файлу (полный перечень элементов), представленную в виде текстовой информации в форматах Word, Excel или в виде таблицы согласно ЕСКД
Спецификация должна содержать:
- Позиционное обозначение компонента
- Название компонента
- Номинал компонента
- Количество данного компонента на плате
- Тип корпуса компонента
- Сборочный чертеж модуля или хорошо читаемую монтажную схему установки всех элементов. При этом чертежи должны быть выполнены в форматах «AUTO-Cad», «Compas», плюс, выше указанные форматы конвертированные в файлы изображений.
- Технические требования к монтажу, отмывке и контролю:
- Компоненты, устанавливаемые после монтажа
- Компоненты, которые не допускают мойку погружением или в УЗВ ванне
- Не устанавливаемые компоненты (отметка – не устанавливать)
- Сборочный чертеж модуля или хорошо читаемую монтажную схему установки всех элементов. При этом чертежи должны быть выполнены в форматах «AUTO-Cad», «Compas», плюс, выше указанные форматы конвертированные в файлы изображений.
- Полную спецификацию к файлу (полный перечень элементов), представленную в виде текстовой информации в форматах Word, Excel или в виде таблицы согласно ЕСКД.
-
- Позиционное обозначение компонента
- Название компонента
- Номинал компонента
- Количество данного компонента на плате
- Тип корпуса компонента
- Технические требования к монтажу, отмывке и контролю:
- Компоненты, устанавливаемые после монтажа
- Компоненты, которые не допускают мойку погружением или в УЗВ ванне
- Не устанавливаемые компоненты (отметка – не устанавливать)
Требования к давальческой комплектации
Комплектация принимается в заводской упаковке — лентах, влагочувствительные компоненты (в том числе корпуса BGA/QFP/QFN/LGA) во влагонепроницаемой (вакуумной) упаковке с индикатором влажности.
Каждая упаковка должна иметь четко читаемую маркировку, соответствующую передаточным документам и документации к заказу.
Комплектация для поверхностного монтажа (SMD) россыпью не принимается!
Чип-компоненты в типоразмере 0201 (0.6х0.3 мм) и менее | 3%, но не менее 100 шт. |
Чип-резисторы/конденсаторы варисторы типоразмеров 0402 – 1210 (от 1.0 х 0.5 мм до 3.2 х 2.5 мм) | 3%, но не менее 50 шт. |
Резисторы, конденсаторы, варисторы типоразмером более 1210 (3.2х2.5 мм), другие компоненты такие как SOT23, SC70, SOD80, SOD123-923, светодиоды (LED), Tantal A/B, предохранители 1206 и выше, резисторные и конденсаторные сборки, компоненты — SMA, SMB, MELF | 2%, но не менее 25 шт |
Автоматизированный поверхностный SMD-монтаж. Если невозможно подготовить заправочный участок для SMD компонентов, поставляемых в лентах, следует предусмотреть запас компонентов при таких расчетных количествах: | |
| 45 штук 21 штука 15 штук 24 штуки |
Давальческие компоненты принимаются только по одному из следующих сопроводительных документов:
- Накладная М-15.
- Передаточный Акт.
При некорректно оформленных документах приёмка компонентов откладывается до предоставления корректных документов.
Услуги и сроки монтажа
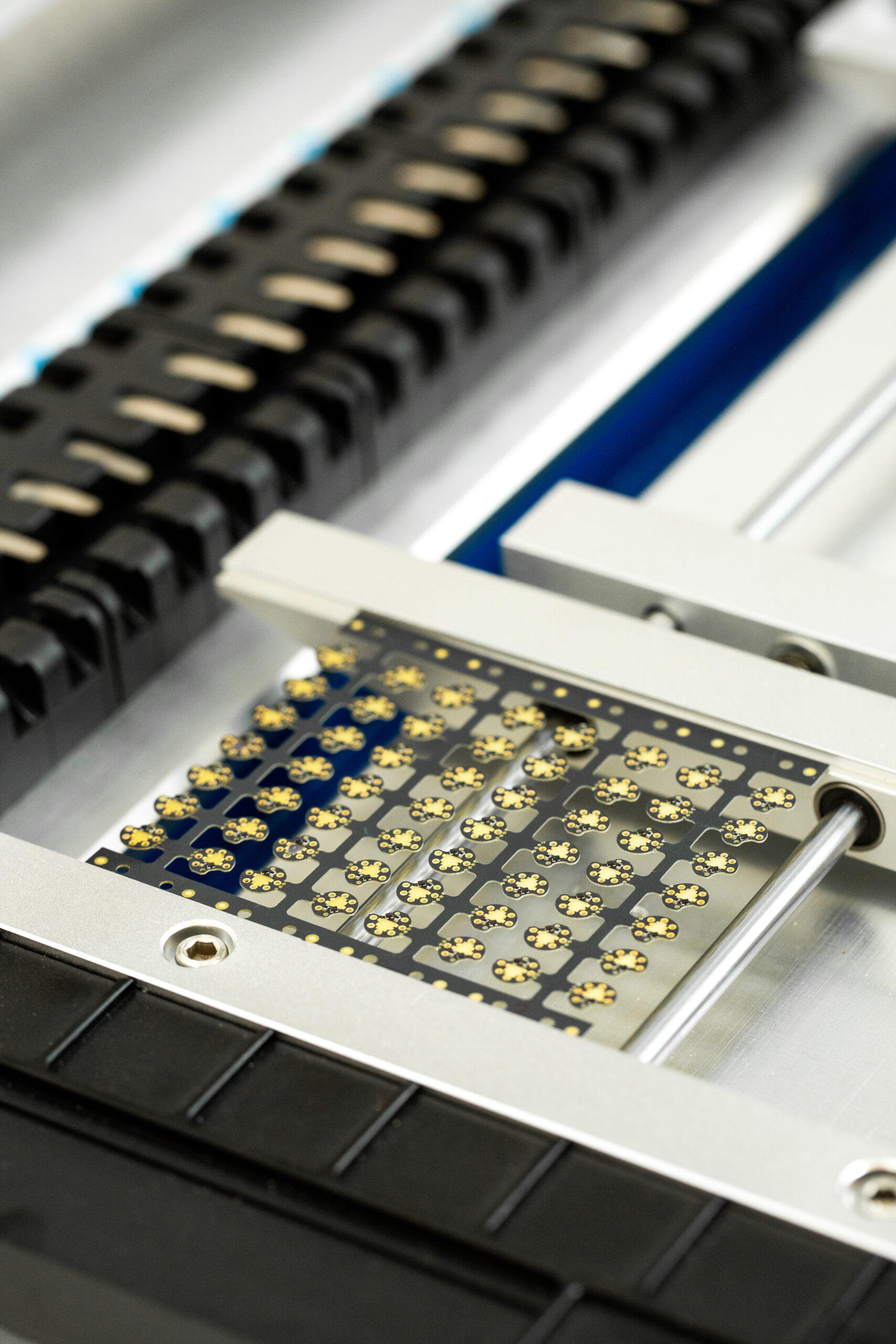
НПП Кианит осуществляет монтаж мелких, средних и крупных серий печатных плат, а так же монтаж прототипов печатных плат – технологических моделей, созданных при разработке и конструировании печатных плат перед их запуском в серийное производство.
Наименование | Срок монтажа | Объем | Тип монтажа |
|---|---|---|---|
Монтаж прототипов и мелких серий печатных плат
Срочный монтаж
Традиционный монтаж
|
От 1 (одного) рабочего дня. День заказа и день вручения заказа заказчику в расчет не принимаются.
От 3 (трех) рабочих дней. День заказа и день вручения заказа заказчику в расчет не принимаются.
| От 1 штуки | Поверхностный,
Выводной
|
Монтаж средних серий печатных плат | От 8 (восьми) рабочих дней. День заказа и день вручения заказа заказчику в расчет не принимаются. | От 17 501 до 50 000 точек пайки | Поверхностный,
Выводной
|
Монтаж крупных серий печатных плат | От 9 (девяти) рабочих дней.
День заказа и день вручения заказа заказчику в расчет не принимаются.
| От 50 001 точки пайки | Поверхностный,
Выводной
|
При пайке печатных плат применяем традиционную (свинцовую), бессвинцовую и смешанную технологии. Выбор технологии осуществляется по согласованию с заказчиком.


(до 17 500 точек пайки включительно)
Срочный монтаж. Срок монтажа от 1 (одного) рабочего дня
Традиционный монтаж. Срок монтажа от 3 (трех) рабочих дней
(от 17 501 точки пайки до 50 000 точек пайки включительно)
Срок монтажа от 8 (восьми) рабочих дней
(от 50 001 точки пайки)
Срок монтажа от 9 (девяти) рабочих дней, устанавливается по согласованию с заказчиком.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
27 января 2003 года Парламентом ЕС введена в действие директива 2002/96/ЕС по отходам электрического и электронного оборудования (WEEE), одним из условий которой была необходимость переходить на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
В августе 2004 г. Парламент ЕС принял закон о запрете применения опасных для здоровья веществ — RoHS (Restriction of Hazardous Substances), в соответствии с которым все электронные компоненты и оборудование, поставляемые в Европу начиная с 2006 года не должны содержать свинец, ртуть, кадмий и шестивалентный хром.
Эти требования в дальнейшем приняла Япония и в некоторой степени их придерживается Америка.
Таким образом, Российским предприятиям поставляются как свинцовые, так и бессвинцовые компоненты.
Следовательно, может возникнуть необходимость смешанной комплектации либо применение свинцовой технологии к несвинцовым компонентам.
В этой связи отметим, что использование свинцовой технологии для бессвинцовых компонентов не всегда корректно поскольку влияет на надежность паяльных соединений, а, следовательно, на срок службы изделия, что неприемлемо когда речь идет, например, о спецтехнике. Так, шарики бессвинцового припоя BGA-компонентов не расплавятся при использовании свинцовой технологии и соединение будет ненадежным.
Так как технология пайки бессвинцовых компонентов отличается от свинцовой пайки — примерно на 20 градусов выше температура пайки, другой состав припоя и флюса, другие условия хранения компонентов — пайка смешанной комплектации должна быть осуществлена последовательно.
Покрытие печатной платы — это технология, которая осуществляется путем нанесения тонкого и непроводящего слоя на поверхность печатной платы и имеет несколько важных функций. Во-первых, защищает электронные компоненты от неблагоприятных факторов, таких как: коррозия, влага, и физические удары. Во-вторых, улучшает пайку компонентов на печатной плате, обеспечивая надежное электрическое соединение. С покрытием снижается вероятность выхода из строя печатной платы и электронных компонентов, продлевается срок службы конечного электронного продукта.
На разные участки платы с разными функциональными целями можно наносить разнообразные покрытия.
Предлагаем Вам ознакомиться с наиболее распространенными финишными покрытиями, применяемыми при изготовлении печатных плат.
Горячее лужение ПОС 63 методом HASL
Толщина покрытия: 15-25 мм.
Процесс: погружение платы в расплавленный припой с последующим удалением лишнего припоя струей горячего воздуха.
Преимущества:
- Широко известное и наиболее часто применяемое покрытие;
- Прочные паяные соединения;
- Способен выдерживать множество циклов пайки;
- Невысокая стоимость покрытия.
Недостатки:
- Неровная поверхность контактных площадок;
- Содержит свинец, вредный для окружающей среды и персонала – не соответствует директиве RoHS;
- Не подходит для плат с большим отношением толщины к диаметру отверстия;
- Высокая тепловая нагрузка на плату, может вызвать деформацию;
- Жесткий термоудар, воздействующий на многослойные платы;
- Возможны замыкания контактных площадок с малым шагом выводов.
Иммерсионное золочение (Immersion Gold)
Толщина покрытия: 3-5 мкм Ni; слоя Au – минимум 0,05 мкм
Процесс: химическое нанесение тонкой золотой пленки поверх никеля.
Преимущества:
- Равномерность толщины покрытия, высокая планарность поверхности;
- Подходит для компонентов с малым шагом;
- Поддерживает многократное термоциклирование;
- Хорошая паяемость.
Недостатки:
- Требует правильного выбора очистителей и флюсов;
- Платы должны храниться в вакуумной упаковке;
- Подходит не для всех СВЧ применений;
- Содержит никель, который считается канцерогенным;
- Не оптимально для высокоскоростных сигналов;
- Возможны дефекты типа «черные площадки»;
- Ограничения по зазорам и размерам плат;
- Относительно высокая стоимость покрытия.
Иммерсионное олово (Immersion Tin — ISn)
Толщина покрытия: 0,8-1,2 мкм Sn
Процесс: химическое нанесение оловянного покрытия для плоскости и совместимости с различными методами пайки.
Преимущества:
- Отличная паяемость, совместимость с режимами пайки HASL;
- Можно использовать стандартные паяльные пасты;
- Плоская поверхность, подходит для малого шага контактов;
- Подходит для соединений разъемов методом запрессовки;
- Полная совместимость с бессвинцовыми припоями;
- Способность к многократной перепайке;
- Невысокая стоимость.
Недостатки:
- Требует осторожного обращения с платами;
- Платы должны храниться в вакуумной упаковке до монтажа;
- Не подходит для клавиатур/сенсорных панелей;
- Ограниченное число термических циклов;
- Возможно образование дендритов.
Гальваническое золочение ножевых разъемов (Gold Fingers)
Толщина покрытия: 5-6 мкм Ni; 1,5-3 мкм Au
Процесс: электрохимическое осаждение золотого слоя на подложку никеля.
Преимущества:
- Высокая механическая прочность;
- Подходит для обеспечения надежных контактов.
Недостатки:
- Высокая стоимость;
- Требует гальванического контакта;
- Ограничения по размерам плат.
Иммерсионное серебрение (Immersion Ag)
Толщина покрытия: 0,1- 0,4 мкм.
Процесс: электрохимическое осаждение серебряного слоя.
Преимущества
- Высокая планарность поверхности;
- Хорошо подходит для SMD компонентов с шагом менее 0,5 мм и BGA;
- Средняя стоимость покрытия;
- Отлично подходит для СВЧ применений (не содержит подслой Ni);
Недостатки
- Требует осторожного обращения, возможно изменение цвета покрытия;
- Платы должны храниться в вакуумной упаковке.
На разные участки платы с разными функциональными целями можно наносить разнообразные покрытия.
Предлагаем Вам ознакомиться с наиболее распространенными финишными покрытиями, применяемыми при изготовлении печатных плат.
Горячее лужение ПОС 63 методом HASL
Толщина покрытия: 15-25 мм.
Процесс: погружение платы в расплавленный припой с последующим удалением лишнего припоя струей горячего воздуха.
Преимущества:
- Широко известное и наиболее часто применяемое покрытие;
- Прочные паяные соединения;
- Способен выдерживать множество циклов пайки;
- Невысокая стоимость покрытия.
Недостатки:
- Неровная поверхность контактных площадок;
- Содержит свинец, вредный для окружающей среды и персонала – не соответствует директиве RoHS;
- Не подходит для плат с большим отношением толщины к диаметру отверстия;
- Высокая тепловая нагрузка на плату, может вызвать деформацию;
- Жесткий термоудар, воздействующий на многослойные платы;
- Возможны замыкания контактных площадок с малым шагом выводов.
Иммерсионное золочение (Immersion Gold)
Толщина покрытия: 3-5 мкм Ni; слоя Au – минимум 0,05 мкм
Процесс: химическое нанесение тонкой золотой пленки поверх никеля.
Преимущества:
- Равномерность толщины покрытия, высокая планарность поверхности;
- Подходит для компонентов с малым шагом;
- Поддерживает многократное термоциклирование;
- Хорошая паяемость.
Недостатки:
- Требует правильного выбора очистителей и флюсов;
- Платы должны храниться в вакуумной упаковке;
- Подходит не для всех СВЧ применений;
- Содержит никель, который считается канцерогенным;
- Не оптимально для высокоскоростных сигналов;
- Возможны дефекты типа «черные площадки»;
- Ограничения по зазорам и размерам плат;
- Относительно высокая стоимость покрытия.
Иммерсионное олово (Immersion Tin — ISn)
Толщина покрытия: 0,8-1,2 мкм Sn
Процесс: химическое нанесение оловянного покрытия для плоскости и совместимости с различными методами пайки.
Преимущества:
- Отличная паяемость, совместимость с режимами пайки HASL;
- Можно использовать стандартные паяльные пасты;
- Плоская поверхность, подходит для малого шага контактов;
- Подходит для соединений разъемов методом запрессовки;
- Полная совместимость с бессвинцовыми припоями;
- Способность к многократной перепайке;
- Невысокая стоимость.
Недостатки:
- Требует осторожного обращения с платами;
- Платы должны храниться в вакуумной упаковке до монтажа;
- Не подходит для клавиатур/сенсорных панелей;
- Ограниченное число термических циклов;
- Возможно образование дендритов.
Гальваническое золочение ножевых разъемов (Gold Fingers)
Толщина покрытия: 5-6 мкм Ni; 1,5-3 мкм Au
Процесс: электрохимическое осаждение золотого слоя на подложку никеля.
Преимущества:
- Высокая механическая прочность;
- Подходит для обеспечения надежных контактов.
Недостатки:
- Высокая стоимость;
- Требует гальванического контакта;
- Ограничения по размерам плат.
Иммерсионное серебрение (Immersion Ag)
Толщина покрытия: 0,1- 0,4 мкм.
Процесс: электрохимическое осаждение серебряного слоя.
Преимущества
- Высокая планарность поверхности;
- Хорошо подходит для SMD компонентов с шагом менее 0,5 мм и BGA;
- Средняя стоимость покрытия;
- Отлично подходит для СВЧ применений (не содержит подслой Ni);
Недостатки
- Требует осторожного обращения, возможно изменение цвета покрытия;
- Платы должны храниться в вакуумной упаковке.
BGA (Ball Grid Array) — это тип корпуса поверхностномонтируемых интегральных схем.
BGA произошёл от PGA. BGA-выводы представляют собой шарики из припоя, нанесённые на контактные площадки с обратной стороны микросхемы, используемые для пайки и электрического соединения с печатной платой.
К поверхностно монтируемой интегральной микросхеме с типом корпуса BGA также применяют понятие BGA-компонент.
Для пайки BGA-компонентов требуется применение специальных методов и оборудования.
Существует несколько методов пайки BGA-компонентов.
Паяльная печь (reflow oven). Это наиболее распространенный метод пайки BGA-компонентов. Плата с размещенными BGA-компонентами помещается в паяльную печь, где паяльная паста нагревается до температуры, достаточной для ее плавления. После плавления паяльная паста образует соединения между шариками BGA и печатной платой. Затем плата охлаждается, и пайка завершается.
Инфракрасная пайка (infrared reflow). Этот метод использует инфракрасные нагревательные элементы, чтобы нагревать и плавить паяльную пасту. Процесс идентичен паяльной печи, но источник тепла отличается.
Вихревая пайка (vapor phase reflow). При использовании этого метода BGA-компонент погружается в парогенерирующую жидкость, образуя паровую фазу. Пара равномерно распределяется вокруг компонента, нагревая его и паяльную пасту. Этот метод обеспечивает более равномерный нагрев и избегает потенциальных проблем с термическими напряжениями.
Промывка печатных плат после пайки позволяет избавиться от флюса и остатков химических веществ, которые могут проводить электрический ток и производится при помощи специальной жидкости.
Выбор типа жидкости зависит от типа используемого флюса.
Основные методики
- Ультразвуковая ванна. Плата помещается в емкость с отмывочной жидкостью температурой +40…+55ºС на 2–15 минут, где и обрабатывается ультразвуковой волной. После этого производится двойное ополаскивание, чтобы смыть оторванные ультразвуком частица струей жидкости.
- Отмывка струями в жидкости. На плату через специальные форсунки направляется промывочное средство. Технология допускает использование жидкостей на водной основе.
Промывка в парах растворителя. Плата помещается в специальную камеру, куда попадают пары из емкости с разогреваемым очищающим средством. Они конденсируются на поверхности и растворяют загрязнения.
На сегодняшний день существуют два основных вида монтажа печатных плат: поверхностный монтаж и выводной (сквозной) монтаж.
Поверхностный монтаж.
SMT (surface mount technology) ― англоязычная аббревиатура, обозначающая технологию монтажа на поверхность (ТМП). Ее иногда путают с SMD, но последняя означает не саму процедуру, а устанавливаемые элементы (surface mounted device).
Сборка по ТМП предполагает особую методику производства печатных плат. Она отличается от традиционной сквозной технологии установки элементов тем, что требует фиксации чип-компонентов только на поверхность подложки со стороны размещения токопроводящих дорожек и не предполагает сверления отверстий.
SMD (surface mounted device) — это миниатюрные компоненты электронной схемы, которые нанесены на печатную плату с использованием технологии монтирования на поверхность — SMT (surface mount technology). Все электронные элементы, которые припаяны на плате таким способом, носят название SMD компонентов. Они имеют специальную конструкцию — без традиционных длинных выводов, которые необходимы для сквозной установки.
В понятие SMD-монтаж вкладывают метод установки электронных деталей (SMD компонентов) непосредственно на поверхность печатной платы (со стороны токопроводящих дорожек).
Особенности SMD-монтажа:
- Компактность. SMD-компоненты меньше по размеру по сравнению с их аналогами для сквозной установки, что позволяет увеличить плотность компоновки на печатной плате, сократить общие размеры изделия.
- Автоматизация производства. Процесс SMD-монтажа легко автоматизируется, что увеличивает производительность, снижает стоимость за счёт массового производства.
- Двусторонняя установка. Использование обеих сторон печатной платы для установки электронных деталей позволяет увеличить плотность компоновки.
Поверхностный монтаж осуществляется двумя способами сборки:
Автоматизированным. С помощью специального оборудования. Это самый популярный способ сборки, который позволяет снизить себестоимость и обеспечить высокое качество конечного изделия.
Ручным. Актуален при изготовлении прототипов, малых партий, выполнении штучных заказов, а так же в случае технической невозможности применения автоматического оборудования либо когда автоматизация непрактична из-за сложности или уникальности проекта.
Выводной монтаж.
Несмотря на то, что в настоящий момент в мире получила широкое распространение технология поверхностного монтажа, монтаж ряда компонентов возможен только в штыревом исполнении (выводной монтаж).
Выводной монтаж также называют монтаж в отверстия, сквозной монтаж, DIP монтаж или монтаж THT — компонентов. Все эти сочетания отражают суть технологии — выводы компонентов устанавливаются в сквозные отверстия печатной платы и монтируются к контактным площадкам.
Соответственно, для изделий с наличием как поверхностно-монтируемых компонентов (SMD компонентов), так и выводных сборка ведется по технологии смешанного монтажа.
В этом случае плату с SMD компонентами собирают по технологии поверхностного монтажа, а затем производят установку и пайку выводных компонентов.
Выводной монтаж печатных плат осуществляется с использованием различных технологий. Приведем три из них.
- Селективная пайка. Автоматизированный монтаж. Позволяет монтировать большинство существующих типов выводных компонентов. Метод селективной пайки заключается в том, что выборочное воздействие миниволны припоя оказывается только на те участки платы, на которые необходимо смонтировать требуемые компоненты, при этом данный процесс не затрагивает остальные ранее уже установленные элементы будущего печатного узла. Благодаря тому, что зеркало припоя контактирует не со всей нижней поверхностью электронного блока, как при традиционной пайке волной, а лишь с локальными участками платы, селективная пайка становится технологией выбора при работе с двухсторонними платами с плотным монтажом, с компонентами, имеющими выводы под корпусом, с компонентами с мелким шагом и пр.
- Пайка волной. Автоматизированный монтаж. Установки пайки волной припоя используются как для групповой пайки компонентов, монтируемых в отверстия, так и для смешанного монтажа. Актуален для плат, элементы которых должны быть размещены на одной стороне с SMD компонентами либо SMD компоненты должны быть предварительно установлены на клей. Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит над волной припоя.
- Пайка на стационарных паяльных станциях.
Поверхностный монтаж осуществляется двумя способами сборки:
Автоматизированным. С помощью специального оборудования;
Ручным. Актуален, если требуется установить разнородные элементы, которые невозможно обработать автоматическим способом.
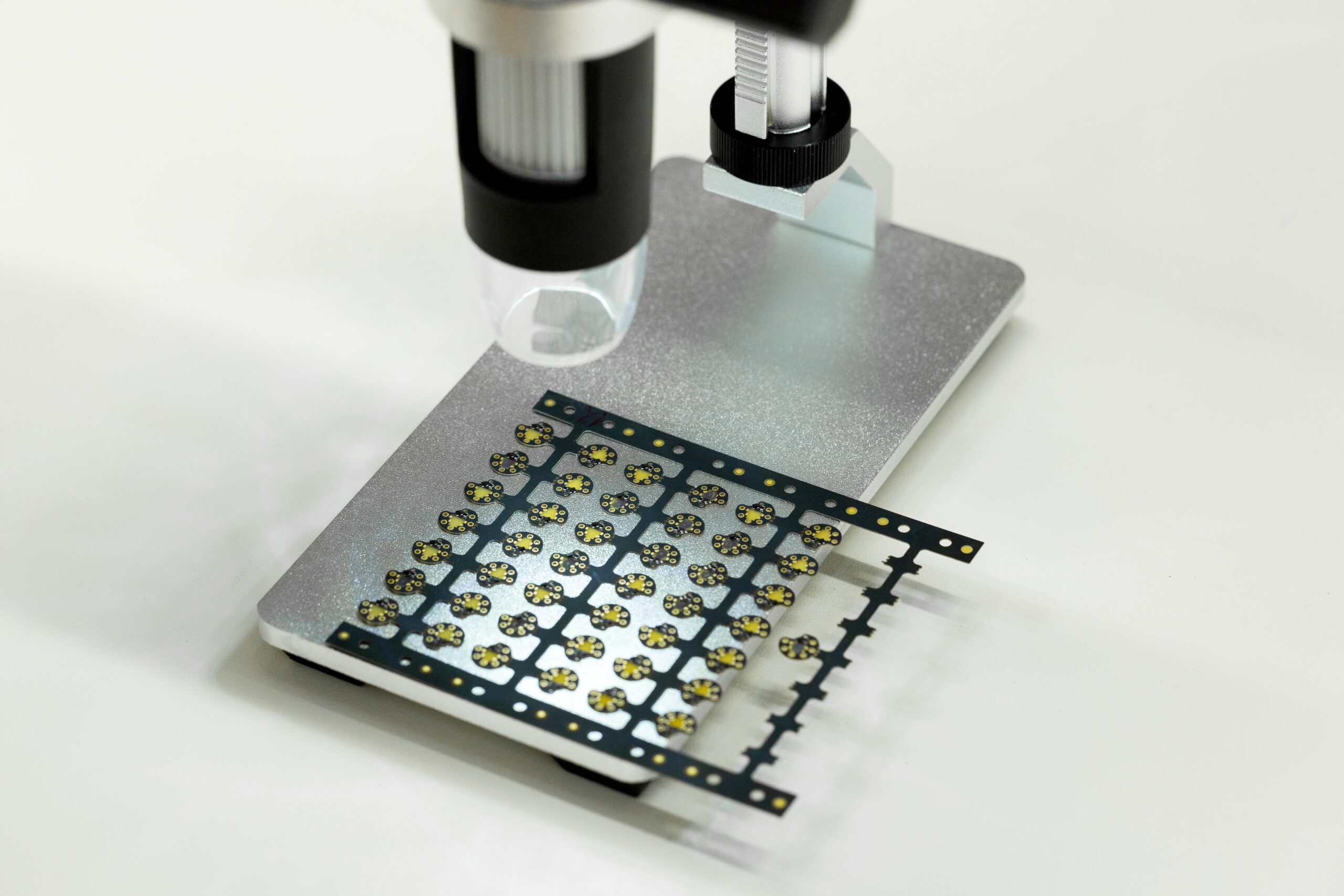
При осуществлении монтажа печатных плат в обязательном порядке выполняются операции контроля: входной контроль, операционный контроль, выходной контроль.
Основные виды контроля.
Визуальный контроль осуществляется оператором. Оборудование – микроскоп с увеличением от 2 до 10 крат.
Электроконтроль.
Электрический вид испытаний позволяют проверить электросхему сборки на отсутствие или наличие обрыва, замыканий, а также корректность топологии. Основным критерием оценки является, значение сопротивления между двумя контактными площадками на печатной плате. В случае, если сопротивление цепи меньше заданного значения (единицы Ом), цепь считается целостной, в противном случае диагностируется обрыв цепи.
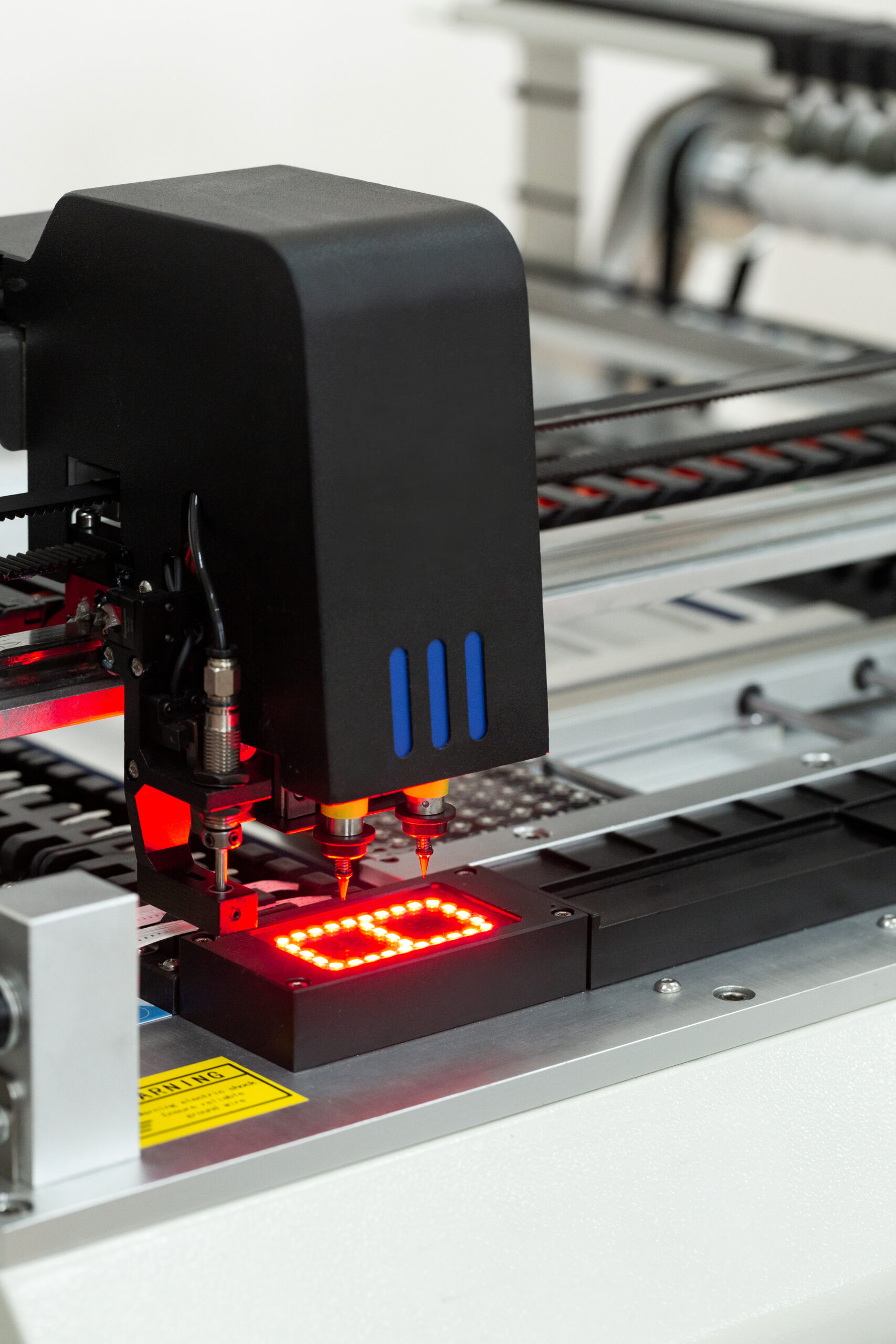
Автоматическая оптическая инспекция (АОИ)
В настоящее время, возможности автоматизированных установок для оптической инспекции печатных плат позволяют производить контроль на всех этапах сборки:
- нанесение припойной пасты;
- позиционирование компонентов;
- отверждение адгезива;
- проверка качества паяного соединения.
Автоматический режим контроля исключает ошибки, которые допускаются при ручном визуальном контроле. При этом скорость проверки одной платы в среднем занимает не более 20 — 25 секунд. Это позволяет производить контроль при крупно-серийном производстве.
Рентген контроль.
Для контроля качества пайки некоторых типов компонентов применяется анализ изображений, полученных с помощью рентгеновских установок.
Рентгеновский контроль заключается в просвечивании печатной платы и установленных на ней компонентов рентгеновским излучением. В отличие от обычного света, оно имеет короткую длину, высокую частоту и большой энергетический импульс, что позволяет ему легко проникать в твердые объекты и материалы.
Традиционные рентгеновские системы способны выявлять пустоты в паяных соединениях и оценивать их процентное содержание, проверять разрывы цепи, обрывы разварки кристаллов, скрытые шарики припоя, формы галтелей, недостаток или избыток нанесения пасты, заполнение переходных отверстий, скрытые перемычки припоя и смещенные паяные соединения.
Рентгеновский контроль печатных плат работает следующим образом:
- Более плотные материалы лучше поглощают рентгеновские лучи по сравнению с менее плотными;
- Сплав, образующий паяное соединение, более плотный по сравнению с материалами, из которых состоят электронные компоненты или сама печатная плата, а потому лучше поглощает рентгеновское излучение;
- Так как через паяльный сплав проходит меньше рентгеновских лучей, на рентгенограмме области пайки выглядят более темными по сравнению с окружающими материалами – эта разница анализируется специальным программным обеспечением для формирования изображения;
- Если в плате, паяных соединениях или компонентах есть дефекты, это проявляется в несоответствии расположения темных и светлых областей на рентгенограмме – именно такие признаки и выявляет техник-инспектор, анализирующий снимки.

+7(931)359-29-28

zakaz@nppkianit.ru

194223, Санкт-Петербург, проспект Тореза, дом 68, Литера Ж, офис 530
194223, Санкт-Петербург, проспект Тореза, дом 68, Литера Ж, офис 530